Parayı sadece printera verdiysen biraz pahalıya almışsın.
Sorunlarla ilgili olarak:
Her filamentin baskı sıcaklığı ve karakteri aynı olmayabileceği için filament geçişlerinde yeni filamentin baskı sıcaklığını saptaman gerekiyor. Aynı markanın farklı renklerinde bile heat tower basmanı tavsiye ederim. Kutu üzerinde sadece tavsiye edilen sıcaklık aralığı verilir. Bu arada
yeni filament markası ve türü(PLA/ABS vs) nedir?
Heat/temperature tower yani ısı kulesi basarak farklı sıcaklıklardaki baskı kalitesine bakarak filamentin kullanım sıcaklığını saptarsın. Yani her filamenti 200 derecede basamazsın. 200'de basılacağı da 220 derecede..
Yapışmama en önemsiz sorunlardan biri. Montajın sorunsuz olduğu durumlarda yapışmama temelde yatak ayarı,
baskı sıcaklığı,
filament türü,
baskı hızı ve tabla temizliğiyle ilgili diyebilirim. Can sıkan bir filamente denk geldiysen ilk ya da ilk birkaç katman plastiği soğutan fanın hızını slicerdan sıfırlayabilirsin.
İlk katmandan bir süre sonra baskı kendini atıyorsa başta iyi yapışmamış ya da baskı sırasında nozülün parçaya çarpmasıyla zamanla yapışma bölgesi zayıflamış olabilir. Sende ikisi de var gibi.
1. Prusaslicer kurup oradaki V2 için verilen profile geç. Cura'da kalmak istiyorsan Chep'in profillerini kullan.
Cura Profiles
2 Heat tower basıp uygun baskı sıcaklığını sapta. Görsel olarak güzel olan sıcaklık her zaman ilk katman sıcaklığı ile aynı olmayabiliyor ama genelde aynı ya da çok yakındır.
3. Yeni yaptım desen de yatak ayarını tekrar gözden geçirip, Chep'in baskı çıktısıyla
ayarı doğrula.
İlk adımlar bittikten sonra baskı testine geç.
Görsellerden baskı sıcaklığı yüksek seçmişsin gibi, sarkmalar göze batıyor. Fan ayarını düşürmediysen olması gerekenden sıcak basıyor olabilirsin. Baskı hızı da fazla olabilir. O da benzer etki yapar.
Üst katman sayısı da kullandığın layer heighta göre az gibi. Üst/alt katman kalınlığını 1mm'e yakın tutman gerek. Slicer'da top/bottom layer height değerlerinin 5 olduğunu düşün. 0.08 layer height ile 5 defa basarsan totalde 0.4 olur, 0.2mm ile basarsan 1 olur. Yani layer heightı değiştirince bunlara da dikkat etmen gerek.
Extruderın tıklaması filamenti istenilen miktarda itmeye çalışırken bir sebepten karşı direnç görmesi sonucu zorlanmasından kaynaklıdır çoğunlukla.
Olası sebepler, nozülün tablaya çok yakın olması, bu genelde ilk katmanlarda kendini gösterir. Nozül ile extruder arasındaki her şey sebep olabilir. Tıkanma, PTFE borunun iki ucundan en az birinin kararıp sertleşip sürtünme yapması, PTFE boru somun içi tırnaklar kırılıyorsa ki kırılır, dandikler, oynama olabilir. Nozül kısmında oynama olursa boru yukarı gidince araya sıvılaşmış plastik dolar. PTFE boru içinde kalıntı, mandal ayarı(onu şimdilik hiç elleme), filament çapı, filament sarımı vs.
Bunlardan hangisine bakayım dersen, nozülü ısıtıp filamenti makineden çıkarıp ucunu makaraya sabitle. PTFE boru uçlarını kontrol et, yedek nozülün varsa onu tak ya da eskisinin temiz olduğuna emin ol. Sökerken de nozül sıcak olsun.
 IMG_20210614_092737.jpg36 KB · Görüntüleme: 270
IMG_20210614_092737.jpg36 KB · Görüntüleme: 270 IMG_20210614_092721.jpg49,7 KB · Görüntüleme: 262
IMG_20210614_092721.jpg49,7 KB · Görüntüleme: 262 IMG_20210614_092659.jpg41,8 KB · Görüntüleme: 254
IMG_20210614_092659.jpg41,8 KB · Görüntüleme: 254 IMG_20210614_092646.jpg60 KB · Görüntüleme: 194
IMG_20210614_092646.jpg60 KB · Görüntüleme: 194 IMG_20210614_092637.jpg40,7 KB · Görüntüleme: 191
IMG_20210614_092637.jpg40,7 KB · Görüntüleme: 191 IMG_20210614_092621.jpg52,8 KB · Görüntüleme: 191
IMG_20210614_092621.jpg52,8 KB · Görüntüleme: 191 IMG_20210614_092613.jpg54,9 KB · Görüntüleme: 200
IMG_20210614_092613.jpg54,9 KB · Görüntüleme: 200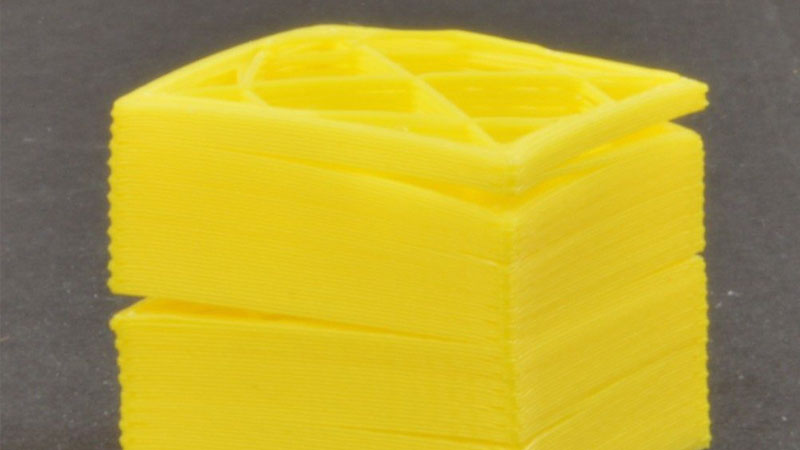


") Firmware güncellemesi gerekiyor mu acaba diye girip sitesine baktığımda 50 tane seçenek karşıma çıkınca hiç bulaşmadım. Yanlış bir şey yapıp zarar vermekten kaçındım açıkçası.
Firmware güncellemesi gerekiyor mu acaba diye girip sitesine baktığımda 50 tane seçenek karşıma çıkınca hiç bulaşmadım. Yanlış bir şey yapıp zarar vermekten kaçındım açıkçası.

